
Introduction
Increasing the use of hydrogen in modern energy is a prerequisite for its transition towards low-carbon forms of energy production and consumption. Hydrogen is unique primarily because it can be used both as an environmentally friendly fuel and as a medium for energy storage. However, the global hydrogen production has so far been dominated by steam methane reforming (SMR), which is the most cost-competitive method, but is accompanied by significant carbon dioxide emissions and consumption of fossil resources. On the other hand, the environmentally friendly technology of hydrogen production by water electrolysis (WE) using electricity generated by renewable energy sources has not yet received widespread implementation due to the high cost of the hydrogen produced. Based on the different production processes, hydrogen has obtained additional color codes ranging from gray to green. Other options for hydrogen production, including, for example, biomass gasification, thermo-chemical water splitting, a combination of SMR and carbon capture and sequestration (CCS) are also being developed.
The production of so-called turquoise hydrogen by methane pyrolysis stands out among potentially promising technologies in this area. The main advantage of this technology is that the methane splitting into hydrogen and solid carbon is carried out without using traditional oxidizers. In this case, no emissions of carbon oxides are produced, and solid carbon can be removed from the reactor by already available means and used later as a commercial by-product. This also eliminates the need for expensive CCS facilities. Alongside methane, owing to its abundance natural gas is a promising feedstock for hydrogen production, especially since the infrastructure for production, storage and transportation of natural gas is sufficiently well developed all over the world. In addition, The European Commission's recent decision to classify natural gas as a fossil resource contributing to achieving climate neutrality, removes a number of negative connotations associated with hydrogen production technologies from fossil fuels.
To assess the prospects of the methane pyrolysis technology, first of all it is necessary to compare its technical and economic indicators with other technologies. It should be noted that methane pyrolysis for hydrogen production is still not industrialized and the technology itself is presented in the form of laboratory and experimental installations. This calls for cautiousness regarding published estimates. Most sources of information devoted to this topic estimate the production cost of hydrogen from methane pyrolysis and other methods. Thus, the data in [1] indicates that hydrogen obtained by pyrolysis is about half as cheap as in the case of the water electrolysis technology, but significantly more expensive than for SMR. However, the cost of hydrogen produced by a combination of SMR and CCS is estimated to be $2/kgH2, while methane pyrolysis is noticeably lower – about $1.5/kgH2 [2].
BASF [3] assumes that with the industrial scaling, hydrogen production will significantly reduce its cost for all major technologies under consideration – SMR, WE and methane pyrolysis. Moreover, when the capacity of H2 production plants changes from 10 to 100 m3/h, the decrease will be more than 50%, and to the greatest extent for methane pyrolysis. In [1], the energy efficiencies of SMR with CCS, WE and methane pyrolysis are estimated in the same range of values – 60, 50-70, and 58%, respectively. In this report, there are also figures for the CO2 footprint, which are minimal for the methane pyrolysis option.
Hydrogen production by steam reforming of methane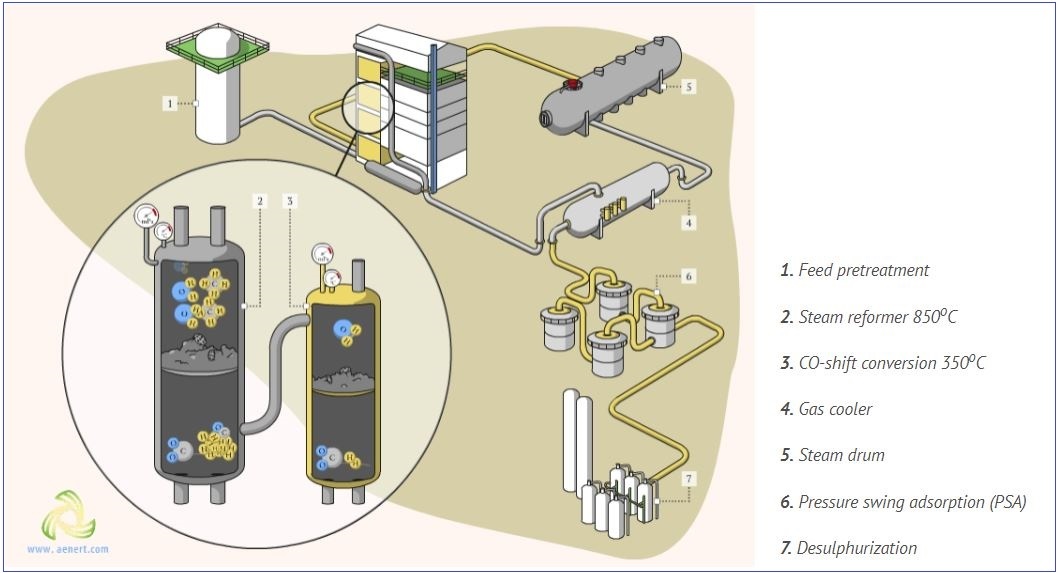
Thus, the preliminary estimates of H2 production costs, energy efficiencies and CO2 footprint consistently demonstrate the high competitiveness of the methane pyrolysis technology in relation to other technologies. In addition, the location of methane pyrolysis plants can be tied to traditional natural gas delivery locations and is virtually independent of geology or the regulatory environment, as in the case of CCS, or the availability of renewable energy facilities with sufficient capacity in the case of the WE.
Basic conditions for the implementation of methane pyrolysis
In its most general form, the process of separating methane into hydrogen and carbon takes place at high temperatures in a single-stage reaction:
CH4(g)→ C(s) + 2 H2(g) ΔH° = 74 kJ/mol
Enthalpy diagrams of steam methane reforming, water electrolysis, and methane pyrolysis are described in detail in [1,4]. In [4] technological variants of methane pyrolysis are divided into three categories, depending on the predominant method of energy exposure and reaction conditions:
- thermal decomposition
- plasma decomposition
- catalytic decomposition
In the first case, methane decomposition requires temperatures above 1000°C. Plasma decomposition creates conditions with high energy density, which predetermines the maximum efficiency of methane decomposition, but creates additional technological problems. When using catalysts, methane decomposition can be achieved at temperatures well below 1000°C, especially in the case of nickel catalysts. In [1], experimental data are presented proving that an increase in temperature or a decrease in pressure enhances the yield of hydrogen. In addition, on average, methane pyrolysis is characterized by significantly lower electricity consumption compared to water electrolysis.
The catalytic activity of different combinations of metals in molten alloys and salts is of considerable interest from both theoretical and practical points of view. An overview of these studies is presented in [5]. One of the main advantages which can be achieved by using specially selected melts and catalysts is the following: “Compared to conventional methods that rely on reactions that occur on solid surfaces, the molten metal alloy surfaces are not deactivated by the accumulation of carbon and can be reused indefinitely”.
According to data from [6], the most active and stable methane catalysts are Ni, Pt, Pd dissolved in liquid In, Ga, Sn, Pb. For example, an alloy consisting of 27% Ni and 73% Bi ensures 95% methane conversion at 1065°C. These studies were supported by Shell, which demonstrates the interest of manufacturing companies in these experimental studies. The transition from liquid metals to cheaper molten salts and solving the corrosion problems of reactor materials could offer an important route for the development of this area.
Industrial technical solutions for methane pyrolysis
Below is an overview of various methane pyrolysis technologies implemented in lab-scale installations and pilot projects.
Thermal decomposition
Among the projects that are involved in thermal decomposition, the basic developments of the Karlsruhe Institute of Technology, BASF and Ekona Power Inc. should probably be highlighted in the first place.
The development of Karlsruhe Liquid-metal Laboratory [7] ensures hydrogen production by thermal decomposition of methane in a high-temperature bubble column reactor. At lab-scale the methane pyrolysis unit is a bubble-type column filled with liquid metal with a temperature not exceeding 1000°C. Methane is fed to the lower part of the column through a porous backfill. The methane bubbles ascending through the liquid metal decompose into carbon and hydrogen, and the main task of improving the process is to ensure the release of hydrogen and solid carbon from the methane bubbles on the liquid surface, and not on the walls of the reactor.
The main parameters of the process are described in patent EP3521241B1 Process and device for direct thermal decomposition of hydrocarbons with liquid metal in the absence of oxygen for the production of hydrogen and carbon published 23.09.2020.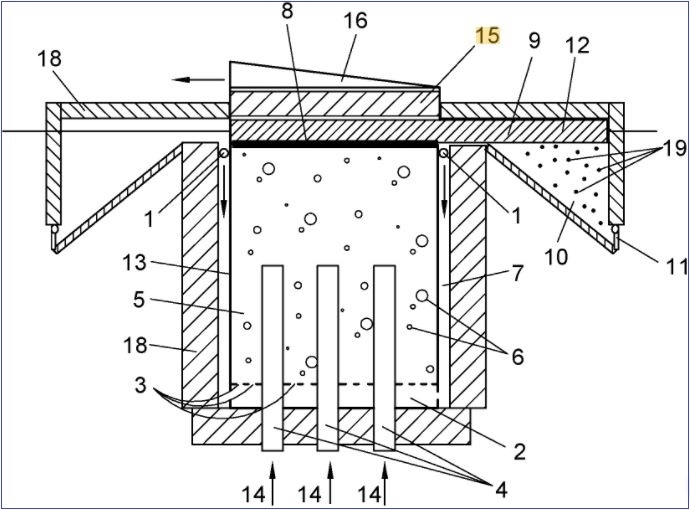
gas inlet (1), gas distributor (2), gas injection orifices (3), thermal heater (4), liquid metal media (5), buoyancy forming bubbles (6), pre-heating conduit (7), carbon accumulation layer (8), the porous rigid section (9), recipient (10), carbon extraction outlet (11), mechanic shaft (12), reactor pool (13), required energy input (14), the carbon barrier (15), gas outlet collector (16), gas mixture outlet (17), inside thermal insulation means (18), carbon particles (19)
Image from US20210032102A1
Abstract EP3521241B1: “Direct thermal decomposition of hydrocarbons into solid carbon and hydrogen is performed by a process and a device. The process comprises preheating a hydrocarbon gas stream to a temperature between 500°C and 700°C and injecting the pre-heated hydrocarbon gas stream into the reactor pool of a liquid metal reactor containing a liquid media; forming a multi-phase flow with a hydrocarbon gas comprising hydrogen and solid carbon at a temperature between 900°C and 1200°C; forming a carbon layer on the free surface of the liquid media made up of solid carbon particles which are then displaced into at least one carbon extraction system and at least one recipient for collecting them; and, at the same time, the gas comprising hydrogen leaves the reactor pool through a porous rigid section, being collected at a gas outlet collector from where the gas comprising hydrogen finally leaves the liquid metal reactor”.
A different approach to thermal decomposition is being implemented by BASF [3] as part of a project funded by The Federal Ministry of Education and Research (BMBF). The new pilot moving bed reactor for methane pyrolysis in Ludwigshafen allows a transition from the laboratory research phase to the development of an industrial technology. The chosen reactor configuration ensures effective heat transfer between the components and high process efficiency. BASF plans to build a commercial large-scale plant by 2030. The essence of the technology is described in a series of patents and patent applications, where the applicants are mainly BASF SE and Linde GmbH, for example WO2013004398A3, EP2729404B1, US9359200B2, RU2608398C2, JP6088502B2, CA2841057C.
The patent documents state that “…invention can be used in hydrogen power engineering and steel industry. Method includes placing in reaction space carbon-rich granules with particle size of 0.1–100 mm, containing at least 80 wt% of carbon, feeding hydrocarbons and subjecting them to thermal decomposition into carbon and hydrogen. Thermal energy required for decomposition of hydrocarbons is produced outside reaction space, followed by feeding heated gaseous heat carrier – hydrogen or nitrogen. Carbon-rich granules used are coke fines, low-quality coke from coke and by-product process based on brown or hard coal and/or coke obtained from biomass and passing it through reaction space continuously in form of movable or fluidised bed. Part of carbon-containing granulate removed from reaction space is returned into reaction space. EFFECT: invention enables to produce simultaneously carbon and hydrogen of high purity on an industrial scale”.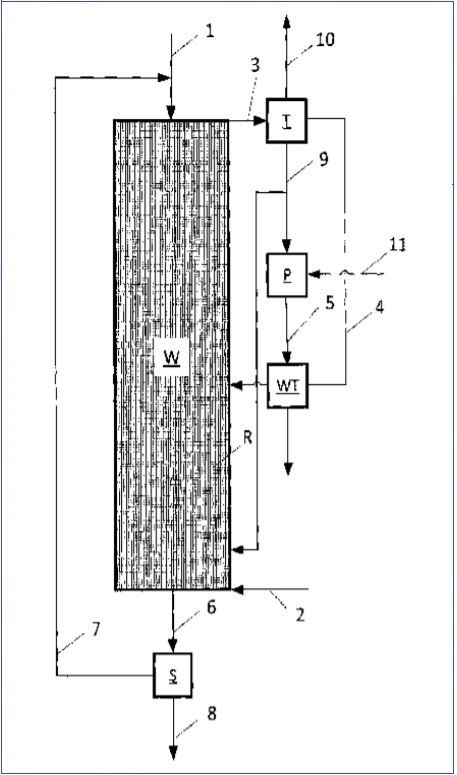
feed 1, gas comprising hydrocarbons 2, gas mixture 3, hydrogen fraction 4, hot gas 5, pellets 6, remaining residue 8, residual stream 9, remainder 10, oxidizing agent 11. Moving bed with carbon-rich pellets W, reaction space R, heat exchanger WT
Image from US9359200B2
As mentioned above, according to the developers, when changing the capacity of H2 production plants from 10 to 100 m3/h, the reduction in the cost of hydrogen will be more than 50%. The aim of the latest research, besides the scaling of the production, is the use of granulated coal obtained in the pyrolysis process, the use of renewable electricity for heating, and methods of hydrogen extraction and storage. The high process temperature of up to 1400°C calls for a certain caution in evaluating this technology.
Recently, much attention has been paid to the development of the Canadian company Ekona Power Inc., which proposed the method of pulsed methane pyrolysis (PMP). According to the company, the application of pulse-combustion and high-speed gas dynamics to dissociate feedstock methane provides highly efficient decomposition of methane into hydrogen and solid carbon. In addition, it contributes to the automatic removal of carbon-buildup due to unsteady flow. The process is scalable, inexpensive, and can be easily deployed in an area where there is a gas infrastructure. An indirect confirmation of the viability of this technology is the acquiring of a 20% stake in Ekona by one of the largest U.S. service companies, Baker Hughes in November 2021. According to the participants, these investments will accelerate the scaling and commercialization of the project.
Simplified scheme of methane pyrolysis by Ekona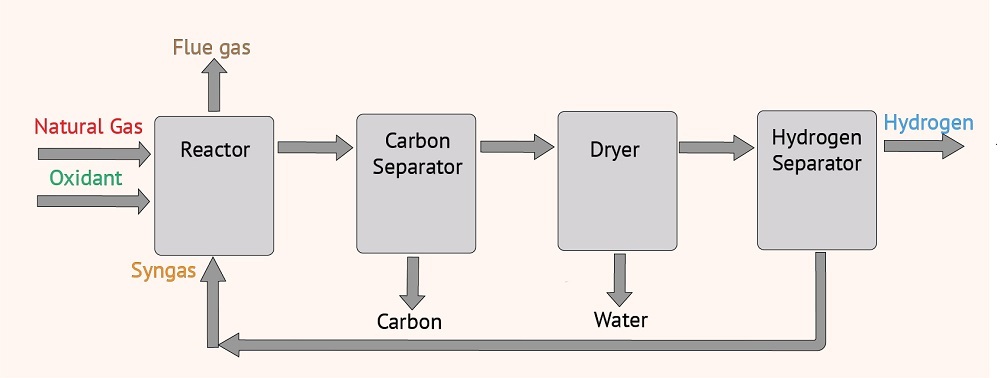
Source: Based on Ekona
The main parameters of the process are outlined in a number of patent applications of Ekona Power Inc. in particular EP3894068A1 Method and reactor for producing one or more products dated 20.10.2021. The claims of the application contain, among others, the following items:
“…The method of claim 22, wherein the pressure within the mixing chamber is reduced by at least 50% over less than 1 second; The method of any one claims 1-23, wherein a pressure wave generated by the combustion of the combustible gas inhibits carbon fouling of the mixing chamber; A system comprising: multiple feedstock reactors, each reactor comprising: a mixing chamber; a combustion chamber; and an igniter; valving for controlling flow of gases into and out of the mixing chambers and the combustion chambers”.
New technical solutions related to thermal decomposition can also be seen in recent patent applications – US20210331918A1, US20190218094A1, CN112723307A, WO2021183959, CN113304719A, WO 2020118417.
Plasma decomposition
Plasma technologies of methane pyrolysis are probably the least close to industrial implementation. Despite the fact that methane pyrolysis has long been used for solid carbon production, a large number of phased-out projects indicate the incompleteness of the technical solutions applied. An extensive list of decommissioned plants and incomplete projects is given in [4].
One of the earliest options for plasma pyrolysis of methane is given in patent application US6068827A by Kvaerner Engineering AS dated 05.30.2000: “A decomposition reactor for installation in connection with a thermal decomposition chamber for hydrocarbon gases, especially a plasma torch, is designed in the form of a defined, insulated chamber, with an inlet for admixtures/gases in the walls of the reactor space. In order to improve the control of the products produced, the supply channels in the walls of the reactor are provided with channels for introducing hydrocarbon gases of the same kind as the main medium introduced at a temperature of between 1,000 and 2,000°C. in the upper region of the space. Hydrocarbon gas of a lower temperature is introduced at one or more points further down in the reactor. A method for the operation of such a decomposition reactor for the production of carbon black with defined physical properties, is also described”.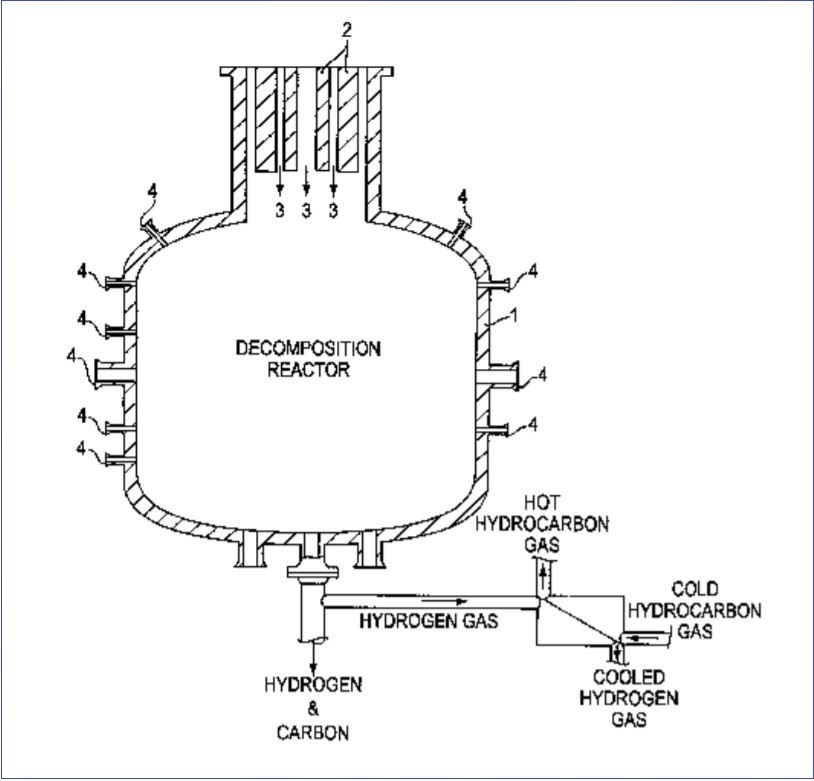
reactor 1, plasma torches 2, carbon black and hydrogen 3, lead-in pipes 4
Image from US6068827A
In one embodiment of this invention, an option to scale-up the process is proposed:
“A system comprising: multiple feedstock reactors, each reactor comprising: a mixing chamber; a combustion chamber; and an igniter; valving for controlling flow of gases into and out of the mixing chambers and the combustion chambers”.
Obviously, high energy costs, rapid electrode wear, and the instability of the pyrolysis process due to deposits of solid carbon inhibit the development of this technology. Nevertheless, numerous attempts are being made to find new optimal technological solutions. Thus, in [8] Low-carbon hydrogen production via electron beam plasma methane pyrolysis is presented. It is noted here that the cost of hydrogen production by this method ranges from 2.55 to 5 €/kg H2. At the same time, there is a high potential to reduce carbon dioxide emissions up to 1.9 kg CO2 eq./kg H2.
In [9], the successful application of the extensive experience in methane cracking for hydrogen production at the plant in Marl, Germany, is reported. The operating unit of plasma-based methane pyrolysis can produce up to 20 tonnes of hydrogen per day at a price of about €2/kg.
In recent years, the British HiiROC Ltd. announced its plasma-based methane pyrolysis technology. The technology "...converts biomethane, flare gas or natural gas into pure hydrogen and carbon black, through an innovative electrolysis process using thermal plasma”. It can be implemented on a modular and scalable basis with a gradual build-up of capacity. The company is currently completing an investment round to launch several pilot projects.
Additional information on technical solutions for plasma pyrolysis can be found in the following inventions: CN101734620B, RU2414418C2, WO2020176496, WO1993020153, EP2931415B1.
Thermocatalytic decomposition
Thermocatalytic decomposition is most frequently mentioned in the technical literature, and technological developments have been going on for more than fifty years. Obviously, this is due to the possibility of implementing processes with lower temperatures and correspondingly lower energy costs.
In 2021 scientists at Pacific Northwest National Laboratory (PNNL) and West Virginia University (WVU), together with industry partners such as Southern California Gas Company (SoCalGas) and C4-MCP, have developed a process for the conversion of methane into hydrogen without emitting CO2 [10]. A few years ago, scientists at PNNL discovered a nickel-based catalyst formulation that remained secured to its support structure during growth of carbon nanocrystals. This particular property enabled simple recovery of pure carbon nanotubes (CNT) and nanofibers, as well as easy catalyst regeneration. They found that to get the desired growth type, catalyst improvements were needed, which they achieved through systematic testing of nickel particles of different sizes combined with other metals. Adding a second metal was observed to change the mechanism of carbon growth and improve catalyst stability. Then, the scientists designed and applied a thermocatalytic decomposition (TCD) method to separate and resynthesize the catalyst for a closed loop process. In the TCD process, methane gas was flowed through a patent-pending bimetallic catalyst in a reactor vessel operating at a temperature of approximately 600°C. The final product of this reaction was hydrogen; solid carbon, meanwhile, accumulated on the catalyst.
California startup C-Zero has proposed its own innovative development of thermocatalytic methane pyrolysis for hydrogen production. Breakthrough Energy Ventures fund, led by Bill Gates, acted as an investor in the project. At present, the company's technology has been successfully tested at lab-scale. Future plans include an experimental and finally a commercial plant with a capacity of 1,000 kg of hydrogen per day.
The main parameters of C-Zero pyrolysis technology and related processes are presented in the recent patent application WO2021113708 Molten salt reactor improvements dated 10.06.2021. Claims of the invention, in particular, contain the following positions:
“… the molten material comprises molten salt; the molten reactor heater of claim 3, wherein the conduits are formed from SiC, a SiC/SiC composite, an alumina forming alloy, or a layered metal composite, or a combination thereof; The molten reactor heater of claim 3, wherein the conduits are configured to operate up to 1000°C; The molten reactor heater of claim 1, wherein the indirect heat exchanger comprises an electric heating element immersed in the molten material; The molten material reactor of claim 9, wherein the auger is disposed in the headspace above the molten salt; the molten material reactor of claim 7, wherein the reactor vessel comprises a ceramic lining…
A method of operating a molten material reactor, the method comprising: contacting a hydrocarbon gas with a molten material in a reactor vessel; producing hydrogen and solid carbon in the reactor vessel; transporting the solid carbon from a top of the molten material using an auger disposed in an upper portion of the reactor vessel towards an outlet in the reactor vessel; and removing the solid carbon from the reactor vessel through the outlet in the reactor vessel; The method of claim 15, wherein the auger transports the solid carbon from the headspace to the outlet.; The method of claim 23, wherein the heated hydrocarbon feed stream has a temperature of between 40-850°C; The method of claim 23, wherein the pre-heated feed gas stream has a temperature of between 700-1100°C; The method of claim 28, wherein the pyrolysis catalyst comprises carbon, nickel, or the like”...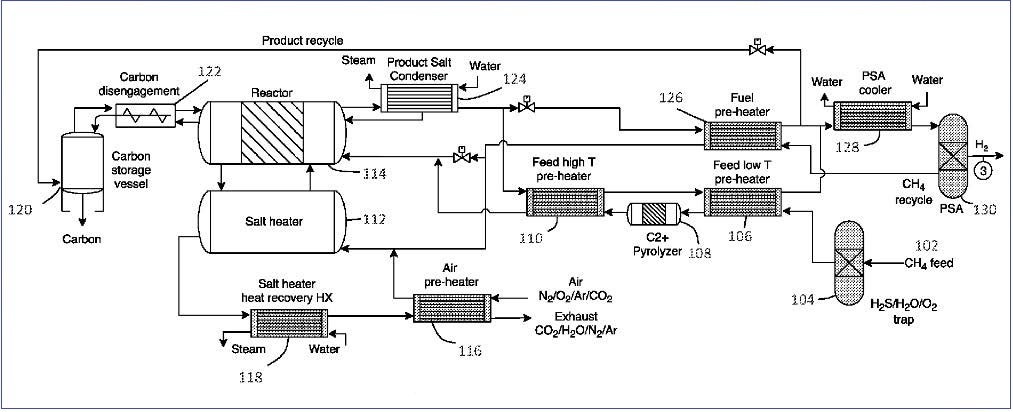
feed stream 102, absorbent bed 104, heat exchanger 106, pyrolysis reactor 108, heat exchanger 110, salt heater 112, molten salt reactor 114, pre-heater 116, heat exchanger 118, storage vessel 120, disengagement mechanism 122, vapor condenser, 124, pre-heat exchanger 126, heat exchanger 128, pressure swing adsorber (PSA) unit 130
Image from WO2021113708
Patent application WO2021183959A1Methods of pneumatic carbon removal dated 16.09.2021 additionally proposed to introduce specially selected chemical reactants into a reactor, which allows to ensure that "....the solid carbon aggregates and grows within the liquid to form particles greater than 1 micrometer in size ..." . Moreover, "...accumulating the solid product on the top of the liquid surface via floatation, pneumatically conveying the solid from the reactor using a gas stream" is achieved.
The University of Central Florida Research Foundation Inc. has previously patented the Thermocatalytic process for CO2-free production of hydrogen and carbon from hydrocarbons (US8002854B2) dated 08.23.2011. Hazer Group Ltd has subsequently expanded patenting of related and ancillary operations, including through extensive patent families with root documents AU2016312962B9, US20180065850A1, and also in patent application WO2018170543A1.
Patent US8002854B2 proposes: “A novel process and apparatus are disclosed for sustainable CO2-free production of hydrogen and carbon by thermocatalytic decomposition (dissociation, pyrolysis, cracking) of hydrocarbon fuels over carbon-based catalysts in the absence of air and/or water. The apparatus and thermocatalytic process improve the activity and stability of carbon catalysts during the thermocatalytic process and produce both high purity hydrogen (at least, 99.0 volume %) and carbon, from any hydrocarbon fuel, including sulfurous fuels. In a preferred embodiment, production of hydrogen and carbon is achieved by both internal and external activation of carbon catalysts. Internal activation of carbon catalyst is accomplished by recycling of hydrogen-depleted gas containing unsaturated and aromatic hydrocarbons back to the reactor. External activation of the catalyst can be achieved via surface gasification with hot combustion gases during catalyst heating. The process and apparatus can be conveniently integrated with any type of fuel cell to generate electricity”.
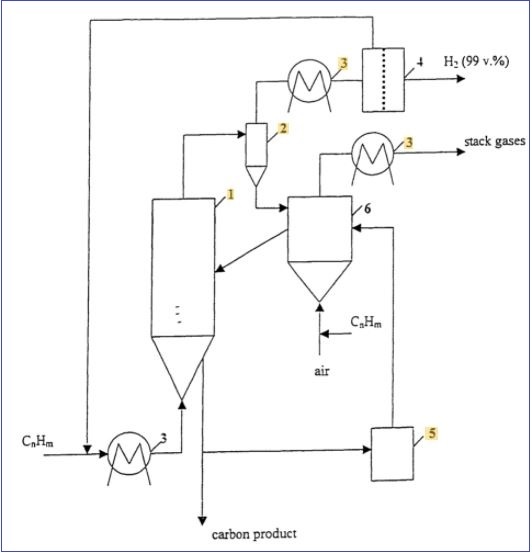
1—the reactor wherein the thermocatalytic decomposition of hydrocarbon fuels is accomplished on a moving bed using carbon-based catalysts. The reactor is interchangeably referred to herein as, “thermocatalytic reactor”, “fluidized bed reactor”, “catalytic reactor” and “reactor.”; 2—cyclone; 3—heat exchanger; 4—gas separation unit; 5—grinder; 6—heater
Image from US8002854B2
The original method of thermocatalytic decomposition generating a mist of a liquid catalyst is proposed in patent application US20200002165A1High throughput methane pyrolysis reactor for low-cost hydrogen production dated 01.02.2020 by Palo Alto Research Center Inc.
The abstract of the document content states:
“A system for hydrocarbon decomposition comprising a reactor volume, a mechanism to distribute the liquid catalyst as a liquid mist, a distributor to distribute a hydrocarbon reactant, a heat source, a separator to separate the solid product from the liquid catalyst, a re-circulation path and mechanism to re-circulate the liquid catalyst, and an outlet for at least one gaseous product. A system to distribute a liquid to an enclosed volume as a mist has a plurality of orifices designed to break the liquid into a mist. A method to decompose a hydrocarbon reactant includes generating a mist of a liquid catalyst, heating the reactor volume, introducing a hydrocarbon reactant into the reactor volume to produce a solid product and a gaseous product, separating the solid product from the liquid catalyst, removing the solid and gaseous products from the reactor volume, and recirculating the liquid catalyst to the reactor volume”.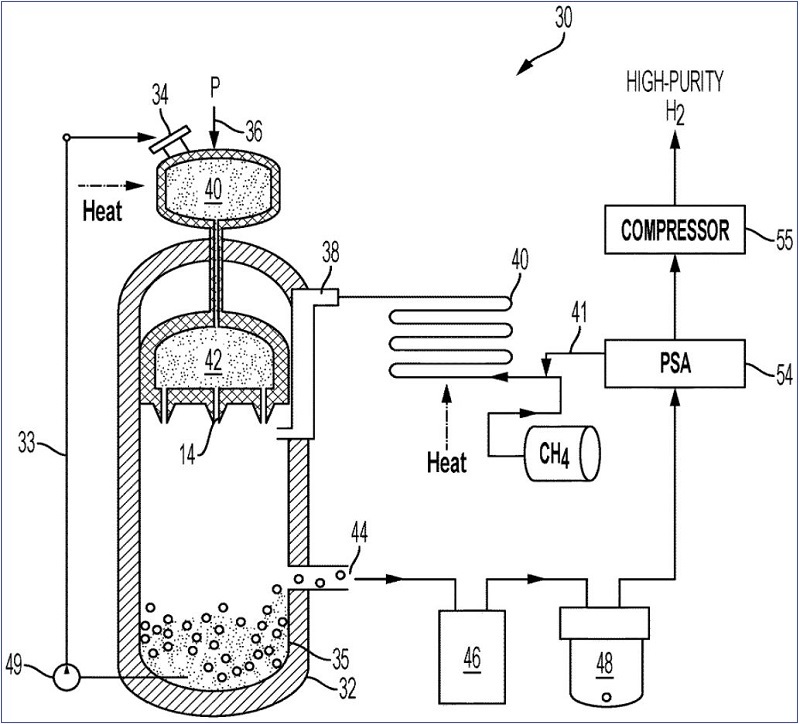
misting nozzles 14, the system 30, reactor vessel 32, recirculation line 33, inlet 34, liner 35, pressure may be added at 36, port 38, heater 40, recirculation channel 41, internal reservoir 42, outlet 44, first filter 46, further filter 48, high-temperature pump 49, pressure swing adsorber (PSA) bed 54, compressor 55
Source from US20200002165A1
The process can be carried out at temperatures of 650-1400°C and at a pressure 1-20 bar. This achieves conversion efficiencies of over 90% and H2 production costs of $1.25.
Other technical options for thermocatalytic decomposition are given in recent patent documents – CN111167460A, EP3693337A1, JP2019073411, WO2021096319, KR102008423B1, WO 2020176496, KR20210096362, CN112938895A, CN 113213423A.
Prospects for industrial development of methane pyrolysis technologies for hydrogen production
As follows from the above data, many researchers and inventors, production companies, and investors are concerned with the development of optimal industrial technologies for hydrogen production by methane pyrolysis. It can be argued that there are already examples of promising advanced technologies. However, commercialization of the developments will take several more years. In this respect, methane pyrolysis technologies are lagging behind, as competitive technologies are being actively developed on an industrial scale. According to the IEA, in 2020 alone, twice as much electrolysis capacity and 15% more SMR with CCS production capacity was installed than the year before and total low-carbon hydrogen used in refining reached more than 300 kt. On the other hand, it is also noted that the current growth rate of the hydrogen market is well below the expansion required to stay on track with the Net Zero Emissions by 2050 Scenario, which prescribes 5 Mt by 2030. Moreover, the main demand for hydrogen today still comes from oil refining and the chemical industry. However, it is possible that in a few years the methane pyrolysis technology, brought to industrial scale, will face a completely different competitive hydrogen market than at present. At the same time, if the demand for pure hydrogen will significantly outstrip the existing production capacity, methane pyrolysis technologies will have good prospects for dissemination. However, if, by the time methane pyrolysis technologies are commercialized, competitive technologies gain serious additional benefits through industrial scaling or if hydrogen demand does not increase to the projected levels, these prospects may be very limited. Below are a few examples of current major hydrogen production projects by water electrolysis and various reforming options followed by CCS, as well as benchmark technical and economic indicators to assess the estimated level of competitiveness. The selected projects are either completed or scheduled for completion by 2030, as well as those involving significant hydrogen production volumes.
Large-scale hydrogen production projects by water electrolysis:
- Desert Bloom Hydrogen is a water electrolysis hydrogen production project by Aqua Aerem in northern Australia. By 2027, 410,000 tonnes of green hydrogen is expected to be produced at a price of US$2/kg, including for export. The investment is US $10.75 billion. In addition, the company's innovative technology includes the production of water for electrolysis from a solar power plant.
- Shell Holland Hydrogen I is a hydrogen electrolysis project in the port of Rotterdam in the Netherlands. A 200 MW electrolysis plant based on their large-scale 20 MW alkaline water electrolysis module from Thyssenkrupp Uhde Chlorine Engineers. The project is scheduled to be completed by 2023 and is expected to produce 50,000 to 60,000 kilograms of green hydrogen per day. The electricity will be supplied by the nearby Hollandse Kust offshore wind farm. The hydrogen will be supplied to the Shell refinery in Pernis.
- Large-scale Danish hydrogen project at the GreenLab Skive industrial and energy park as part of the ЕС Horizon 2020 programme. The concept of the Power-to-X technologies to convert renewable solar and wind energy into hydrogen is to be implemented. «Initially, a 6 MW demonstration project will be established at GreenLab Skive, which is scheduled for completion in 2022. The project will subsequently be scaled to a 100 MW electrolysis system. The project is due to be completed in 2024».
- Shell Green Hydrogen Production Project in Zhangjiakou, Hebei Province, China. «The 20 megawatts (MW) power-to-hydrogen electrolyser and hydrogen refuelling stations in Zhangjiakou are phase 1 of the joint venture. The companies have plans to scale up to 60 MW in the next two years in phase 2».
- NEOM Green Hydrogen project in Saudi Arabia. Project participants – Air Products, ACWA Power and NEOM. A «…large-scale green hydrogen project will be equipped with a more than 2-gigawatt electrolysis plant developed by thyssenkrupp Uhde Chlorine Engineers». The project is to be implemented on the basis of a large-scale 20 megawatt (MW) alkaline water electrolysis module. Commissioning is expected in 2026.
Only the giga projects mentioned above will be able to supply the market with almost 1 million tons of high-purity green hydrogen per year after reaching full capacity. Obviously, this will also lead to a significant reduction in the cost of hydrogen. Moreover, the price announced in one of these projects is US$2/kg, and according to other statements up to US$1.5/kg (Nel 21.01.2021) could be a determining factor in choosing the most demanded technology. It should be added that many leading companies have announced ambitious plans to expand the production of high-power electrolysers. So Thyssenkrupp Uhde Chlorine Engineers, manufacturer of 10 and 20 MW electrolyzer modules, plans to expand to 5GW of annual production capacity. Siemens Energy notes the scaling up in the Silyzer electrolysis portfolio by a factor 10 every 4-5 years. Haldor Topsoe plans to build a large-scale SOEC electrolyzer manufacturing facility with a total capacity of 500 megawatt per year, with the option to expand to 5 gigawatt per year. One of the world's largest manufacturers of electrolyzers, the Norwegian company Nel announced plans to commercialize the first 500 MW automated manufacturing facility at Herøya, Norway with potential to expand the production capacity at this facility beyond 2 GW annually. Finally, The Green Hydrogen Catapult (GHC) has increased its commitment to commissioning electrolyzers to 45 GW in 2027, which will bring green hydrogen to the market at a price below US$2/kg.
Large-scale projects of hydrogen production by reforming from methane and carbon capture and sequestration:
- Western Canada's Hydrogen Hub by Air Products (Canada). The project involves advanced hydrogen reforming technology, carbon capture and storage, and hydrogen-fueled electricity generation, which makes net-zero possible. More than 1,500 MTPD (metric tons per day) are expected to be delivered through pipelines and 30 MTPD of liquid hydrogen for merchant. The project is scheduled to be completed in 2024.
- H2H Saltend project at Saltend Chemicals Park by the Norwegian company Equinor. The project is part of the Zero Carbon Humber cluster in the UK. Hydrogen will be produced from natural gas via Autothermal Reforming (ATR). The plant's estimated capacity is 600 MW (with potential to expand to 1,200 MW) and 125,000 tons of hydrogen produced. More than 8 million tons of CO2 per year will be captured and stored in the Endurance aquifer in the southern North Sea. Hydrogen will be supplied to the Keadby Hydrogen power plant to generate 100% green electricity. The estimated project completion date is 2026.
- Air Products' Blue Hydrogen Energy Complex (USA). The project is expected to produce over 750 million standard cubic feet of blue hydrogen (SCFD) through natural gas gasification with simultaneous capture and storage of over 5 million tons of CO2 per year. The hydrogen will be supplied to the hydrogen pipeline network on the Gulf Coast. Investment volume is $4.5B. The project is expected to be operational in 2026.
- H2morrow pilot project (Germany, Norway). The project envisages the supply of natural gas in North Rhine-Westphalia with subsequent production of hydrogen by reforming. The CO2 will be captured, transported and safely stored under the seabed in the Norwegian North Sea. In Germany, consumers will be able to consume 8.6 terawatt hours of hydrogen per year from decarbonized natural gas. The project is expected to cut CO2 emissions to 1.9 million tons per year. The project participants are Equinor and Open Grid Europe.
In addition to the projects noted above, more detailed information can be found in the database of The Global CCS Institute. According to these data, currently 2 hydrogen production facilities with carbon capture and sequestration (USA and Canada) are in operation. Six such projects in different countries have the status of advanced development and early development.
These examples demonstrate the high activity of interested companies, countries and various associations in the development of a hydrogen production infrastructure with a low carbon footprint. It is possible that by 2030, when commercialization of hydrogen production technologies by methane pyrolysis may commence, many market niches will be occupied by competitive technologies and the potential advantages currently available for this technology will run out. First of all, this refers to price parameters and the quality of hydrogen. At the same time, it is possible that the infrastructural advantages of the pyrolysis technology will be decisive and allow it to compete with other technologies in specific markets. These include the ability to deliver natural gas via existing infrastructure virtually worldwide, the ability to deploy hydrogen production "in situ", bypassing the serious geological or administrative barriers in some countries inherent in CCS technologies, and the significantly lower dependence of this technology on sustained supplies of electricity from renewable sources compared to electrolysis. For example, methane pyrolysis technologies, especially in a modular design with a gradual build-up of capacity, could prove to be indispensable for the phased transition of existing gas-fired power plants to hydrogen. However, it is also necessary to closely monitor the development of hydrogen transport technologies in various options, which can further reduce the potential infrastructural advantages of pyrolysis. The commercialization of solid carbon cogeneration, especially in forms with high consumer demand, may also not least play a positive role.
References
[1] Methane Pyrolysis for Zero-Emission Hydrogen Production: A Potential Bridge Technology from Fossil Fuels to a Renewable and Sustainable Hydrogen Economy/ Nuria Sánchez-Bastardo, Robert Schlögl, and Holger Ruland/ Ind. Eng. Chem. Res. 2021, 60, 11855−11881/ pubs.acs.org/doi/pdf/10.1021/acs.iecr.1c01679
[2] Ekona’s Tri-Generation Pyrolysis (TGP) Solution for Blue Hydrogen Production, December 2019/ arpa-e.energy.gov/sites/default/files/4%20Ekona.pdf
[3] New technologies (basf.com)
[4] State of the Art of Hydrogen Production via Pyrolysis of Natural Gas/ Stefan Schneider, Siegfried Bajohr, Frank Graf, Thomas Kolb/ ChemBioEng, Volume7, Issue5, October 2020, Pages 150-158/ State of the Art of Hydrogen Production via Pyrolysis of Natural Gas - Schneider - 2020 - ChemBioEng Reviews - Wiley Online Library
[5] Researchers develop potentially low-cost, low-emissions technology that can convert methane without forming CO2/ by Sonia Fernandez, University of California - Santa Barbara/ NOVEMBER 21, 2017/ PhysOrg/ phys.org/news/2017-11-potentially-low-cost-low-emissions-technology-methane.html
[6] / Catalytic molten metals for the direct conversion of methane to hydrogen and separable carbon
D. CHESTER UPHAM, ACHARY R. SNODGRASS, MICHAEL J. GORDON, HORIA METIU AND ERIC W. MCFARLAND SCIENCE ,17 Nov 2017, Vol 358, Issue 6365, pp. 917-921/ www.science.org/doi/full/10.1126/science.aao5023
[7] Hydrogen from methane without CO2 emissions, Karlsruhe Institute of Technology / APRIL 9, 2013/ PhysOrg / phys.org/news/2013-04-hydrogen-methane-co2-emissions.html
[8] Low-carbon hydrogen production via electron beam plasma methane pyrolysis: Techno-economic analysis and carbon footprint assessment/AlexanderStary, StephanGleis, AndreasUlrich, HaraldKlein, HartmutSpliethoff/International Journal of Hydrogen Energy, Volume 46, Issue 38, 3 June 2021, Pages 19897-19912 / www.sciencedirect.com/science/article/abs/pii/S0360319921010260
[9] 20,000 Celcius plasma to produce low-carbon hydrogen/ Jun 25 2021 / Stephen B. Harrison / Pollution Solutions / www.pollutionsolutions-online.com/news/green-energy/42/sbh4-gmbh/20000-celcius-plasma-to-produce-low-carbon-hydrogen/55617
[10] New Clean Energy Process Converts Methane to Hydrogen with Zero Carbon Dioxide Emissions, March 18, 2021 / Pacific Northwest National Laboratory / www.pnnl.gov/news-media/new-clean-energy-process-converts-methane-hydrogen-zero-carbon-dioxide-emissions